Are you struggling to get clean, strong welds when working with aluminum using TIG welding? One key factor that can make or break your results is choosing the right polarity.
Using the wrong polarity can cause poor weld quality, excessive spatter, or even damage to your workpiece. But how do you know which polarity is best for TIG welding aluminum? You’ll discover the simple truth about polarity settings and how making the right choice will improve your welding skills and finish.
Keep reading, and you’ll never second-guess your polarity again.
Basics Of Tig Welding Aluminum
TIG welding aluminum requires understanding some key basics before you start. Aluminum behaves differently from steel, so your approach must change accordingly. Knowing these basics helps you avoid common mistakes and improves your weld quality.
Understanding Aluminum’s Properties
Aluminum has a high thermal conductivity, meaning it absorbs heat quickly. This can make it tricky to maintain the right temperature during welding. If you don’t control heat well, you risk warping the metal or creating weak welds.
Another important factor is aluminum’s oxide layer. It forms quickly and has a much higher melting point than aluminum itself. Cleaning this oxide layer before welding is crucial for a strong bond.
Choosing The Right Tungsten Electrode
The tungsten electrode plays a big role in TIG welding. For aluminum, you typically use pure tungsten or zirconiated tungsten. These types provide a stable arc and reduce contamination during welding.
I once tried using a ceriated tungsten for aluminum, and it caused arc instability. Switching to pure tungsten fixed the issue immediately, proving how important electrode choice is.
Setting The Correct Polarity
Polarity affects how heat is distributed during welding. For aluminum, direct current electrode negative (DCEN) is not suitable because it doesn’t provide enough heat on the workpiece. Instead, you use alternating current (AC) to balance cleaning the oxide and melting the base metal.
This alternating current switches polarity rapidly, helping to break up the oxide layer while melting aluminum underneath. Without this, your weld might be weak or contaminated.
Preparing Your Work Area
- Clean the aluminum surface thoroughly with a wire brush or chemical cleaner.
- Remove any oil, dirt, or old paint to avoid contamination.
- Secure your workpiece firmly to prevent movement during welding.
Skipping preparation might save time but costs you in weld quality. Have you ever wondered why your aluminum welds crack or don’t stick? Often, it’s due to poor prep.

Credit: www.chinaweldingmachines.com
Importance Of Polarity In Welding
Polarity plays a crucial role in TIG welding aluminum. It controls the direction of current flow, which directly affects how the metal heats and melts. Getting polarity right ensures strong, clean welds and helps you avoid common problems like burning through the material or weak joints.
Think about the last time you struggled with weld quality. Could adjusting the polarity have made a difference? Understanding polarity gives you more control and confidence during welding, leading to better results every time.
What Is Polarity In Welding?
Polarity refers to the direction of electrical current in the welding circuit. In TIG welding, you mainly choose between Direct Current Electrode Negative (DCEN) and Alternating Current (AC).
Each polarity affects the weld pool differently. DCEN focuses heat on the workpiece, while AC balances heat between the electrode and the aluminum surface.
How Polarity Affects Aluminum Welding
Aluminum requires AC polarity for TIG welding because it has an oxide layer that melts at a higher temperature than the base metal. AC polarity helps clean this oxide layer while welding.
If you use the wrong polarity, you risk poor weld penetration and contamination. The arc might not stay stable, and the weld bead could turn out rough or weak.
Choosing The Right Polarity For Your Project
- AC Polarity:Ideal for aluminum, combines cleaning action and heat balance.
- DCEN Polarity:Used for welding other metals like steel, but not suitable for aluminum.
Ask yourself: What type of aluminum are you welding? Thin sheets might require a different approach than thicker pieces. Adjusting your polarity based on material and thickness ensures better control and weld quality.
Types Of Polarity In Tig Welding
TIG welding uses different polarities to suit various metals and welding needs. Polarity affects heat distribution, weld quality, and penetration depth. Choosing the correct polarity ensures strong, clean welds on aluminum and other materials. Understanding each polarity type helps welders achieve precise results.
Direct Current Electrode Negative (dcen)
DCEN is also called straight polarity. The electrode connects to the negative terminal, and the workpiece to the positive. Most heat focuses on the workpiece, creating deep weld penetration. This polarity is common for welding steel and stainless steel. It provides good control but is less common for aluminum.
Direct Current Electrode Positive (dcep)
DCEP reverses the connections: electrode positive, workpiece negative. This polarity sends more heat to the electrode. It cleans the metal surface by removing oxides. DCEP is useful for welding thin metals needing surface cleaning. However, it produces less penetration than DCEN.
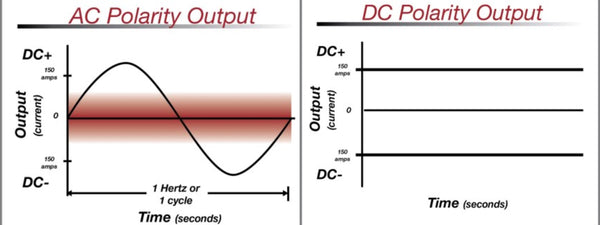
Alternating Current (ac)
AC switches polarity back and forth rapidly during welding. This action balances heat between electrode and workpiece. AC removes aluminum oxide layers while melting the metal. It is the preferred polarity for TIG welding aluminum. AC provides good penetration and cleaning in one process.

Credit: canadaweldingsupply.ca
Choosing The Right Polarity
Choosing the right polarity for TIG welding aluminum is vital for strong and clean welds. The polarity affects heat distribution and weld penetration. It also influences the weld bead shape and the risk of contamination. Understanding which polarity suits your project helps improve welding quality and efficiency.
Factors To Consider
- Type of aluminum alloy being welded
- Thickness of the aluminum material
- Welding machine capabilities and settings
- Desired weld penetration and bead appearance
- Use of filler material and its compatibility
AC (Alternating Current) is common for TIG welding aluminum. It cleans the oxide layer and melts the metal efficiently. DCEN (Direct Current Electrode Negative) provides deeper penetration but less cleaning action. Balance the cleaning and penetration needs for best results.
Common Mistakes To Avoid
- Using only DCEN, which can cause poor cleaning and weak welds
- Ignoring machine settings specific to aluminum welding
- Choosing polarity without considering material thickness
- Not adjusting AC balance for oxide removal
- Overlooking the effect of polarity on weld bead shape
Choosing the wrong polarity can lead to weld defects like porosity, cracks, or weak joints. Avoid rushing the selection process. Test settings on scrap metal to find what works best.
Expert Tips For Optimal Results
Achieving the best results in TIG welding aluminum requires careful control of welding polarity. Expert welders focus on optimizing settings to balance heat and improve weld quality. Small adjustments can have a big impact on the final weld strength and appearance.
Balancing Heat Control
Choosing the right polarity helps manage heat distribution effectively. Aluminum needs enough heat to melt properly without burning through. Use alternating current (AC) for good cleaning action and even heat. AC helps remove aluminum oxide and prevents weak welds.
Adjust the balance control on your welder to shift heat toward the electrode or the workpiece. More heat on the workpiece melts the metal better. More heat on the electrode cleans the surface. Find a balance that fits your aluminum thickness and joint type.
Improving Weld Quality
Proper polarity reduces contamination and porosity in the weld bead. AC polarity helps break up surface oxides, ensuring a strong bond. Use a sharp tungsten electrode to maintain a stable arc. Replace the electrode when it becomes rounded.
Keep the torch angle steady and the travel speed consistent. Avoid too fast travel, which can cause weak welds, or too slow, which causes excess heat buildup. Maintain proper shielding gas coverage to protect the weld pool from oxygen and nitrogen.
Tools And Equipment For Tig Welding Aluminum
TIG welding aluminum needs specific tools and equipment. Choosing the right gear helps welders achieve clean, strong welds. The right tools also improve safety and efficiency.
This section covers essential equipment and advanced tools for professionals. Understanding these helps both beginners and experienced welders.
Essential Equipment
- TIG Welder:A machine with AC capability for aluminum welding.
- Tungsten Electrodes:Use pure or 2% thoriated tungsten for best results.
- Argon Gas:Provides shielding to protect the weld pool from contamination.
- Filler Rods:Choose aluminum rods that match the base metal alloy.
- Protective Gear:Use welding helmets, gloves, and fire-resistant clothing.
- Work Table:A clean, grounded metal table improves safety and work quality.
Advanced Tools For Professionals
- Foot Pedal or Finger Control:Allows precise control of welding current.
- Water-Cooled Torch:Keeps the torch cool during long welding sessions.
- Pulse Welding Feature:Helps control heat input and reduce warping.
- High-Frequency Start:Enables easy arc starting without touching the metal.
- Welding Positioners:Hold and rotate parts for better weld access.
- Gas Flow Meters:Ensure correct argon gas flow for consistent shielding.
Safety Precautions
Safety is a non-negotiable aspect of TIG welding aluminum. The process involves high temperatures, electric currents, and bright light, all of which can pose serious risks if not handled properly. Understanding and applying safety precautions protects you from injuries and ensures a smoother welding experience.
Protective Gear
Wearing the right protective gear is your first line of defense. Always use a welding helmet with a proper shade to shield your eyes from harmful UV and infrared rays. Gloves made from heat-resistant materials protect your hands from burns and sparks.
Consider wearing a flame-resistant jacket and long sleeves to guard your skin against sparks and hot metal. Don’t forget sturdy boots to protect your feet from falling objects and molten aluminum. Have you checked your gear for wear and tear lately? Damaged equipment can fail when you need it most.
Workplace Safety Measures
Keep your welding area clean and free of flammable materials. Sparks and molten metal can ignite clutter, creating dangerous fires. Ensure good ventilation to avoid inhaling harmful fumes released during the welding process.
Have a fire extinguisher within easy reach and know how to use it. Setting up barriers or welding curtains helps protect others in the workspace from UV radiation and flying sparks. Are you paying enough attention to these details before starting your weld?

Credit: www.weldingtipsandtricks.com
Frequently Asked Questions
What Polarity Is Best For Tig Welding Aluminum?
For TIG welding aluminum, use AC (alternating current) polarity. AC cleans the oxide layer and penetrates the metal effectively. This ensures strong, clean welds on aluminum surfaces, making it the preferred choice.
Why Not Use Dc Polarity For Aluminum Welding?
DC polarity does not clean aluminum oxide well. This oxide layer hinders weld quality and penetration. AC polarity alternates current direction, breaking the oxide and improving weld strength.
How Does Ac Polarity Help In Aluminum Tig Welding?
AC polarity alternates between electrode positive and negative. This action cleans the aluminum surface and allows proper heat distribution. It results in a stable arc and better weld quality.
Can I Use Dcen For Tig Welding Aluminum?
DCEN (Direct Current Electrode Negative) is not ideal for aluminum. It lacks cleaning action needed for oxide removal. AC polarity is recommended for optimal aluminum welds.
Conclusion
Choosing the right polarity is key for TIG welding aluminum. Direct current electrode negative (DCEN) helps heat the workpiece evenly. This creates strong and clean welds. Alternating current (AC) clears the aluminum’s oxide layer. It also balances heat on the metal.
Using the right setting improves weld quality and reduces mistakes. Practice with both polarities to see what works best. Good welding starts with knowing your machine and material. Keep these tips in mind for better aluminum TIG welding results.
